CN
CN EN
EN























对渗碳淬火前齿轮齿形的预加工要求
发表时间:2020-06-22 网址:https://www.utransm.com/ 编辑:一同传动
大多数渗碳淬火的齿轮最终通过磨齿加工消除渗碳淬火的热处理变形,而成为高精度硬齿面齿轮,在渗碳淬火前采用磨前滚刀对齿形进行预加工,并保证磨齿中应有的磨齿余量、齿根根切量等参数,以满足磨齿工艺和齿轮制造的要求。因此,磨前齿轮的齿形必须满足以下要求:
一、齿轮的留磨余量要均匀:
由于齿轮渗碳淬火后会产生变形而使精度下降,这些变形在以后的磨齿中要全部修正过来,故齿轮留磨量的大小应由渗碳淬火的最大变形来确定。
一般来说,最大变形主要与材料的热处理性能、热处理的工艺技术水平、齿轮的结构形式与几何尺寸等因素有关,所以留磨余量要综合考虑以上诸因素。
二、齿轮在齿根处要有一定量的根切,原因有三:
1、磨齿中齿根需要空刀
2、从增加齿轮的抗弯强度来说,齿轮齿根处要有一定量的根切。因为渗碳淬火后轮齿齿根部位的残余应力是压应力,这对提高齿轮的抗弯强度十分有利。
如果齿根没有一定的根切量,齿根表面再经过加工则会使压应力变成拉应力,根据有关资料的数据表明,这样会使齿轮的抗弯疲劳强度降低约17%~20%。
3、从抗断齿能力来说,齿根处要有一定量的根切,齿根没有一定的根切量,精加工是不可避免的在齿根要产生台阶,这将造成较大的应力集中,严重影响抗断齿能力。
三、磨齿后齿轮的渐开线长度应足够长:
由于齿根发生根切,有可能使齿轮的磨后渐开线长度不够,导致齿轮的重合度降低,从而使啮合过程中产生严重的振动和噪音,同时也降低了齿轮承载和均载的能力。
因此,磨后齿轮应有足够长度的渐开线,以保证齿轮的平稳传动和在承载中实现均载。
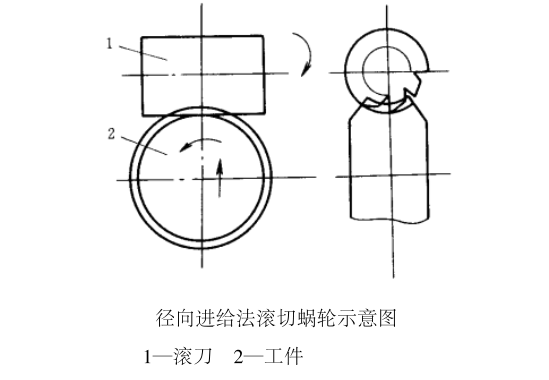
综上所述,磨前对齿轮齿形的预加工的要求,如下图。

<上一篇:腹板式、实心式及轮辐式齿轮说明
>下一篇:齿轮磨齿中对磨削部位的要求
最新资讯NEWEST

定制咨询
13380197236